



|
340 le type alliage intégral a fixé le couteau résistant aux chocs pour le pelletiseur en plastique
Détails sur le produit:
| Lieu d'origine: | Zhuzhou |
| Nom de marque: | Gold sword |
| Certification: | ISO9001 |
| Numéro de modèle: | Peut être adapté aux besoins du client |
Conditions de paiement et expédition:
| Quantité de commande min: | 10PCS |
|---|---|
| Prix: | kilogramme/pcs |
| Détails d'emballage: | Dans un carton ou en tant que votre souhait, boîte en plastique, emballage neutre ou par demande des |
| Délai de livraison: | 15-30 jours |
| Conditions de paiement: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Capacité d'approvisionnement: | 50000pcs/month |
|
Détail Infomation |
|||
| Taille :: | Cusotmized, ange, 8*20*340/230/200 | Application :: | Coupure et traitement |
|---|---|---|---|
| Matériel :: | Carbure de tungstène | Nom des produits :: | Produits de carbure cimenté |
| mots-clés: | Le carbure de tungstène dépouille dans le concasseur de pierres de VSI, astuces en plastique de coup | Espacement de trou: | 55mm |
| Type de trou: | Trou fileté | ||
| Surligner: | 340 type couteau fixe d'alliage intégral,Couteau fixe d'alliage intégral en plastique de pelletiseur,Bandes d'usage résistant aux chocs de carbure |
||
Description de produit
340 le type alliage intégral a fixé le couteau pour le pelletiseur en plastique, avec la résistance à l'impact forte et la résistance à l'usure élevée.
Le carbure cimenté est constitué par la métallurgie des poudres, de chauffage sous vide, et subit le processus d'agglomération de désencausticage de vide, qui est salutaire pour enlever des impuretés, améliorer la pureté de l'atmosphère d'agglomération, améliorer la mouillabilité de la phase de reliure, pour favoriser la réaction, et pour former finalement un contrat avec un certain produit chimique la composition et les propriétés physiques et mécaniques de la structure du carbure cimenté.
| CATÉGORIE | OIN | DENSITÉ | DURETÉ | TRS | Applications recommandées |
| CATÉGORIE | (g/cm3) | (HRA) | (N/mm2) | ||
| YG3 | K05 | 15,1 | 92 | 1400 | Approprié à finir de la fonte et du métal non ferreux. |
| YG6X | K10 | 14,95 | 91,5 | 1800 | Le finissage et le semi-finissage de la fonte et des métaux non ferreux et également pour l'usinage de l'acier au manganèse et durcir l'acier. |
| YG6 | K15 | 14,95 | 90,5 | 1900 | Approprié au dégrossissage des alliages de fonte et de lumière et également au fraisage de la fonte et de l'acier faiblement allié. |
| YG8 | K20 | 14,8 | 89,5 | 2200 | |
| YW1 | M10 | 13,1 | 91,6 | 1600 | Approprié au finissage et au semi-finissage de l'acier allié inoxydable et conventionnel. |
| W2 | M20 | 13 | 90,6 | 1800 | La catégorie peut être employée pour le semi-finissage de l'acier inoxydable et de l'acier faiblement allié et elle est principalement employé pour l'usinage des moyeux de roue ferroviaires. |
| YT15 | P10 | 11,4 | 91,5 | 1600 | Approprié au finissage et au semi-finissage pour l'acier et l'acier moulé avec un taux d'entrée modéré et une vitesse plutôt élevée de coupe. |
| YT14 | P20 | 11,6 | 90,8 | 1700 | Approprié au finissage et au semi-finissage de l'acier et de l'acier moulé. |
| YT5 | P30 | 12,9 | 90,5 | 2200 | Approprié à la rotation approximative résistante de et mouler l'acier avec un grand taux d'entrée à un moyen et à vitesse réduite dans des conditions défavorables de travail. |
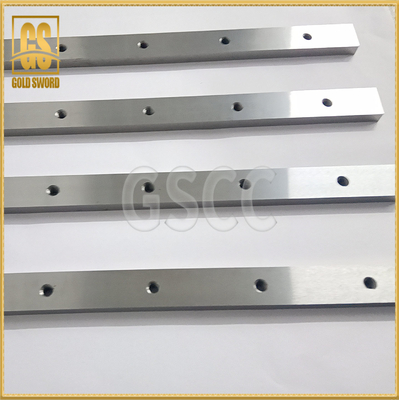
photogragh de produits
![]()
![]()
Des bandes de carbure sont principalement employées pour des outils de matériel, des couteaux mécaniques d'assemblée et des lames de coupe. Elle peut également être employée pour couper et poinçonner. Utilisé dans la fabrication du papier, l'emballage, l'impression, le traitement non ferreux en métal et d'autres industries. En outre, il est également très utilisé pour usiner des outils d'acier à coupe rapide, coupeurs de fraisage de carbure, outils au carbure, outils de coupe, outils d'aviation, exercices de carbure.
Caractéristiques : dureté élevée, résistance à l'usure, bonne force et dureté, résistance thermique, résistance à la corrosion.
Le processus de fabrication de la bande de carbure cimenté, tout d'abord, la production et le processus de formation de la bande, ce qu'un peu le moule et les matières premières sont employés, selon le coefficient de rétrécissement et les spécifications produit exigées, conçoivent l'épaisseur pressante, pressant le poids spécifique, la pression, le temps d'entreposage, etc….
Dans le processus de fabrication réel, après que l'opérateur reçoive la feuille de processus, l'opérateur d'abord prend le matériel, contrôles l'équipement, pèse le poids spécifique, puis remplit et érafle matériel, puis des presses et des formes sous la pression du cylindre de pression, et puis des demolds, et le produit préformé.
Affichage de fraise-mère de pelletiseur
![]()
![]()
![]()